What is Orbital Welding, and How Does It Work? (2025 Guide)
Last Updated on
Try drawing a perfect circle with your eyes closed. Now try welding in a perfect circle with your eyes closed. Bold enough? Pipe welding has plenty of challenges. It’s hard enough to weld pipe with a MIG process that utilizes a gun. TIG welding pipe in all positions is a litmus test for a great welder. If they can do it well, they know their stuff and are well-practiced. It takes a long time to get to that skill level. Now, to make it even more difficult, try welding with near-perfect consistency, your hood down, arms and legs cramping up, in unfavorable conditions.
Queue orbital welding. This welding process is specifically designed to automate TIG welding, specifically for pipe and tubing. It can also be used with MIG processes. It is called ‘orbital’ because it facilitates welding with one machine in 360° or 180° with two machines.
How Does It Work?
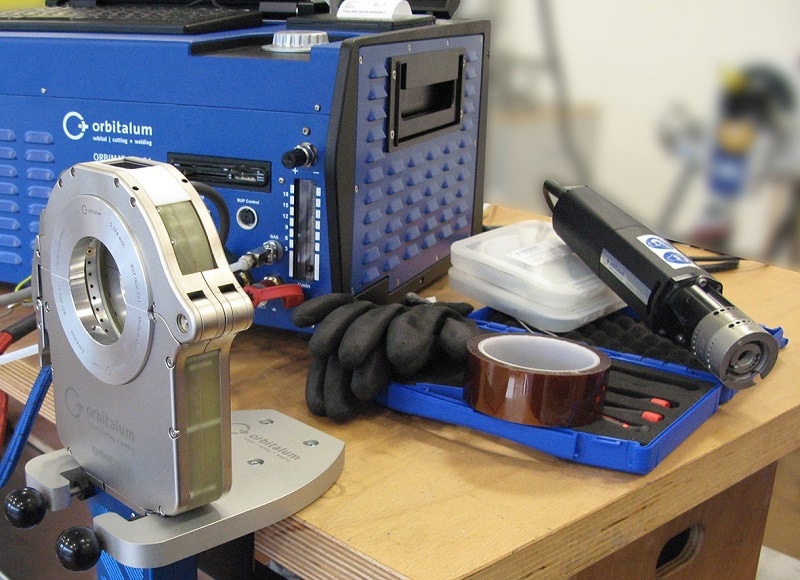
The basic equipment that is used in the Orbital Welding process is the power supply, electronic control, welding head, and a wire feeder if the machine is set up for MIG welding.
The machine can be set for a specific travel speed, arc length, amperage, and voltage. Once the parameters are set, the operator of the machine (a welder) will monitor. At this point, he or she is putting on their quality assurance inspector hat. They will not have to do any welding themselves. But, if the welds are not turning out well, they will have to make adjustments as necessary. The reason that the operator should be a welder is that they need to be able to monitor the arc characteristics, travel speed, and fusion of the weld. All of these could be missed by the untrained eye.
The machine initiates the arc. It can move back and forth in the weld pool, simulating the movement that a welder would need to make to fuse both sides of the joint. You might be asking, “How can you simulate the insertion of the filler rod into the weld pool? I thought this could only be done by hand.” For TIG welding, on either side of the welding head, where the tungsten electrode is secured, there is a feeder that dips the filler rod into the weld pool. Only one side is used at a time. The reason there are two feeders is so that you can move in either direction without flipping the machine or material around.
The gas that is used with this application of TIG is argon. But welding pipe and tubing (HSS or hollow structural steel) also requires that the back surface of the weld be protected as well. Argon purging is used to prevent contamination.
What Are the Different Types of Orbital Welding?
There are three main types of orbital welding.
Fusion Orbital Welding
This process is much like the TIG application of orbital welding except that there is no filler metal added to the pool. Instead, the two joint members simply fuse together. The weld is weaker than those that have filler metal added. But it can be more efficient for some applications which we will look at.
GTAW Orbital Welding
This is the process that we initially described. It is TIG welding which includes filler metal.
MIG Orbital Welding
The task may require welding thicker material, in which case a welding process more apt to heavier duty material is required. MIG welding can produce stronger welds than TIG, especially if flux-cored wire is used. With the MIG application, instead of the TIG setup, the welding head acts as the welding gun in TIG welding.
Where is it Used?
Orbital welding is mostly used in the aerospace industry. It was actually invented by North American Aviation to remedy fluid leakage from pipes in the North American X-15 Rocket Aircraft. Though it is mostly used in Aerospace, it is also a favorite for pipe.

Pipe
One of the most common applications of orbital welding is with pipe welding. Since pipe is round, it is 360˙. This may be obvious, but it draws to mind the purpose of orbital welding, that is to move in an orbit-like fashion.
Tubing
It is much easier to use orbital welding on tubing than on pipe, since the corners of tubing tend to be much more consistent in the production than pipe resembling a perfect circle. This makes programming the welding process easier since it will run the same each time.
- Improves overall weld consistency
- Weld quality is improved since the margin of human error is removed
- More productive since there is no need to stop to readjust
- No certifications are required
- Can reduce your bottom line since productivity is increased and less filler metal is wasted
- Overall weld consistency can prove troublesome if the metal has defects
- Casual negligence in observing weld quality can result in faster and more frequent mistakes
- Bottom line can cost you more if you don’t have the right person running the machine
Frequently Asked Questions (FAQs)
Why do some orbital welding applications use two welding heads?
In some cases, it can be much more efficient to use two welding heads. For example, if you have to weld the root pass on a pipe, you can follow up several inches behind the root pass with a fill weld. It cannot be run immediately after since the weld will be too hot. But once the root has enough time to cool, the fill pass can follow-up.

Do you need to be a welder to run an automated orbital welding machine?
You should probably have some experience with welding, even if it is limited. But someone can be trained to recognize what a good weld looks like during the process without having to learn the manual skill of welding. This can be a tall order since a lot of the knowledge acquired from welding comes firsthand.
How much do orbital welders make?
The salary for an orbital welder is significantly lower than a welder who has to work hands-on. This is mainly since the work is less strenuous, and the automation requires little labor other than the adjustments and active observation of the welding.
What are the main industries where orbital welding is used?
We have already mentioned that it is used in the aerospace industry. But it is also used in the oil and gas industries where pipelines are welded. The semiconductor industry has also begun to utilize the facility and consistency of orbital welding in recent years.
Conclusion
Pipe welders already work hard enough. They have to crawl around and contort themselves in all sorts of uncomfortable positions. But orbital welding can save them a lot of grief and cramps the following day. It’s important to remember that orbital welding cannot replace all pipe and tube welding. There are definitely situations where a human is quintessential. A tight space in a refinery for a field weld may not be able to contain the equipment required for orbital welding. Shop welding? Sure. Orbital welding will do better nearly 100% of the time. But it is still at the mercy of the operator who needs to be knowledgeable.
Featured Image: Amiinc123, Wikimedia Commons