What is Submerged-arc Welding, and How Does It Work?
Last Updated on
One of the things that welding is known for is the bright arc. This arc emits exceptional ultraviolet light that can burn the skin and retina. Needless to say, safety precautions should be taken when welding. This means welding hood, leather welding jacket, etc. But the arc of the Submerged-arc Welding (SAW) process, while as bright or brighter than other welding processes, is generally hidden from sight since, you guessed it, the arc is submerged. How is it submerged? It is buried under the flux that is used for welding.
This is not to say that safety precautions should not be taken. On the contrary, the arc can still occasionally be exposed during the movement of the welder. But the submerged arc is one of the distinctive features of this process.
How Does It Work?
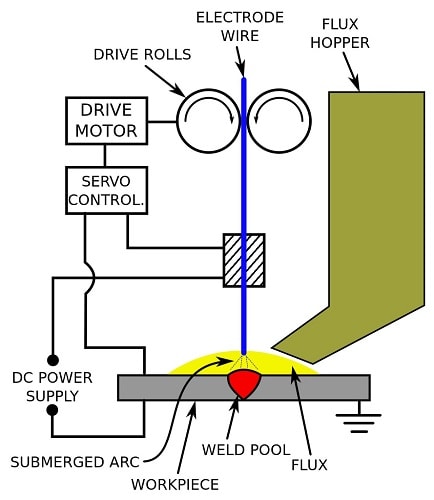
Typically SAW is automated. This means that the welder will simply have to operate the machine and observe to ensure the quality of the welds. Using a metal-cored wire and a constant current voltage welding machine (much like a MIG inverter), the weld is deposited using the filler wire and a separate, granular, fusible flux which is dispersed ahead of the weld zone from a hopper. This is distinct from MIG and SMAW processes in that the flux is not embedded or coating the electrode.
Even though the flux is fusible, it will still result in a slag after the completion of the weld. It will need to be removed. Fortunately, this slag is easily removable and due to the consistency of the weld, comes off in large glassy pieces. But not all of the flux is fused. Some of the flux at the top can be reused.
Why is the flux used? It is used to protect the weld during the molten state. It’s effective enough that the process does not require the use of an additional shielding component, like inert gas, which is essential for MIG welding and Flux-cored Dual Shield. SAW flux also aids in helping arc stability, which is necessary for producing consistent welds.
It also protects the integrity of the base material surrounding the weld area. Since the flux is on top of the weld, the spatter will not escape the weld zone. This leaves you with cleaner looking, more consistent welds.
What are the Different Types of Submerged-arc Welding?
SAW typically uses the same equipment in all its applications. However, added equipment or different fluxes can be used. Let’s take a look at some of the variables that are used with SAW.
Fluxes
There are fused, bonded, agglomerated, and mechanically mixed fluxes. These are all granular fluxes that are dispensed in the same way. That is, either through a hopper or laid out ahead of time. Fused fluxes begin with raw materials being melted down that are then crushed to the desired granule size. Bonded and agglomerated fluxes are dry materials that are mixed with a binder (sodium for bonded and ceramic for agglomerated). After they have been bonded, the mixed material will be put through a sieve to achieve the desired granule size. Lastly, mechanical mixes may be a mixture of fused, bonded, or agglomerated fluxes.
Welding Guns
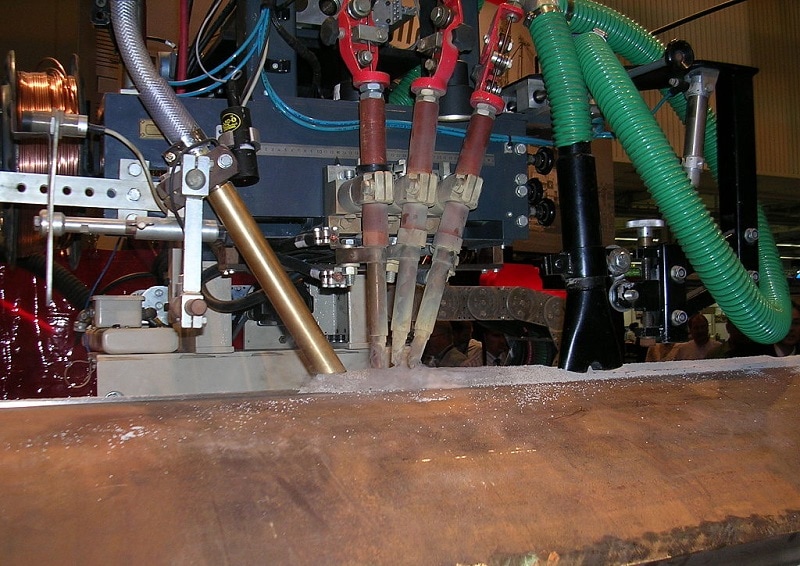
There are a variety of SAW welding guns. A lot of the differences are in how the flux is deposited. But some welding guns have a couple of different welding heads. This effectively means that there are two or more electrodes with separate wire feed systems. Sometimes filler wire is added into the leading edge of the puddle to increase deposition rates. This wire feed would not even need to be on a power source. But different electrodes can be on different power sources as well, allowing for diversified arcs, each adding something unique to the weld. Of course, this should not be done as a matter of preference, but only if the design calls for it.
- See also: How Does Ultrasonic Welding Work?
Where Is It Used?
SAW is used for many different applications. But most often it is used for structures that require large and thick plate to be welded securely.
Pressure Vessels
Since SAW with the proper parameters can produce high-quality welds, it can be ideal for things such as gas tanks.
The joints of the pieces of metal will often require full joint penetration, meaning that the gap in the metal will need to be completely filled with weld, as opposed to the metal being joined merely on the surface or by a partial bevel. These welds will then need to undergo some kind of NDT (non-destructive testing) such as x-ray or ultrasonic testing.
- See also: What’s a Full Penetration Weld?
Marine Vessels
If SAW can produce something airtight, such as a pressure vessel, it can also be ideal for shipbuilding and producing other marine structures. Barges, buoyant tanks, and other vessels that need to stay afloat benefit from the structurally sound welds of the Sub-arc process.
Tank Cars
In the railcar industry, SAW is a favorite since its automation allows predictable repetition of long welds. This makes it ideal since gas tanks require consistent quality welds to ensure that no leakages occur.
Structural Welding
SAW is often utilized for fracture critical welds in large structures from buildings to bridges.
- Strong and structurally sound welds
- Amount of welding fumes emitted significantly reduced due to arc being covered
- Amount of UV light exposure significantly reduced
- Easy clean-up of slag
- Can be used indoor or outdoor
- Edge preparation is less critical
- Extremely high deposition rates
- Weld appearance
- The equipment can be temperamental/requires finesse
- Can take a while to set up
- Mistakes are made faster due to higher deposition rates
- Limited visibility of weld during the molten state

Frequently Asked Questions (FAQs)
What is Resistance Welding?
There is some confusion regarding the resistance welding process and SAW. This is partly due to the fact that in neither process is an electrical arc seen. However, resistance welding is not an arc welding process. Instead, it uses two different welding heads on either side of the joint to create electrical resistance or friction within the joint. This melts the metal and causes it to fuse.
In Which Position Is Submerged Arc Welding Done?
SAW is typically done in the flat position. This is because the high deposition rates create a large puddle that would not be able to flow properly if it were done in the vertical position, for example. Not only would the puddle get out of control, but the fusible flux would also mostly fall out of the joint, even though some of it would be held to the metal by the resistance of the welding process.
What is the Flux Made of?
This depends on the type of flux. But some common components are calcium carbonate, fluoride, silica, calcium, aluminum, manganese, and rutile.
What Welding Polarity is Used with SAW?
While Sub-arc can be used with either direct current or alternating current, DCEP (direct current electrode positive) will provide the most penetration for weld joints.
Summary
SAW (Submerged-arc Welding) is a popular process. Even though it can be done manually, laying out the flux beforehand and holding the gun in one’s hand, automated SAW has tremendous benefits, not the least of which is increased productivity.
Featured Image: Pipimaru, Wikimedia Commons