What is Friction Welding? Understanding it Thoroughly
Last Updated on

When people ponder about welding, they usually think of metals getting melted together using flame or sparks generated by a combination of pressurized gases. They don’t think of materials getting connected via speed and pressure.
Nonetheless, this is what takes place in friction welding. It’s also called spin welding and it’s more common than you think. Just like the name suggests, friction welding uses friction to weld joints. In this welding procedure, you don’t require external heat in the connecting process.
Therefore, rather than a fusion weld procedure, spin welding is a solid-state process. Here, the final joint is usually as potent as the base metal. This welding approach is used in various industries to connect parts.
Let’s now define this process, learn how it works, as well as its benefits and drawbacks. We’ll tell you all you need to know about friction welding. Keep reading!
What is Friction Welding?
Before we look at how it works and break it down into distinct types, let’s define friction welding (a solid-state welding procedure). It refers to welding procedures that don’t require external heat.
When it comes to creating a weld, you apply external pressure to a solid-state instead. The workpieces you want to connect spin comparable to each other. The materials at the contact surfaces get heated as this motion generates friction.
Then, you apply a high-pressure force to a point where the welding cycle is complete. You can use friction welding to connect a wide array of metal tubes and bars surpassing 100 mm in diameter.
How Does it Work?
Friction welding works by adhering to the principles of friction. The procedure uses friction to generate plastic-forming heat at the weld interface. For instance, the friction heat generated on steel is typically about 900 to 1300 Degrees Celsius.

Upon achieving the right temperature, apply external pressure force increasingly to a point where the workpieces create a long-lasting weld joint. Although there are several distinct types of friction welding, all of them adhere to a common operating principle.
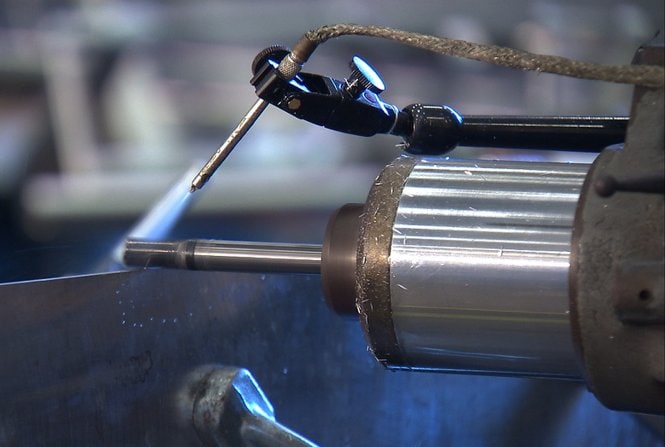
To begin with, a single workpiece is put in a rotor-propelled chuck, while the other is immobile. With the rotor, the attached workpiece spin at high velocities. On the immobile workpiece, apply a pressure force. It brings it into contact with the spinning workpiece.
As soon as the workpieces come into contact, it forms a high friction force that produces considerable heat on the surfaces that are in contact until the materials soften. It’s also known as plasticizing.
As soon as the materials attain a plasticized state, ensure that you apply a higher forging pressure to the static piece. It helps the two materials to meld together. Once the parts meld together and the interface starts cooling, the rotor halts as soon as the temperature lessens and the materials solidify again.
Maintain the forging pressure for a couple of seconds, and then release it. At this point, the weld is complete.
What Are the Different Types of Friction Welding?
Inertia Friction Welding
It features flywheels of distinct sizes affixed to the spindle shaft and the chuck. Just connect a motor to the spindle shaft to spin the part at your preferred speed before beginning the welding cycle.
As soon as you attain your preferred velocity, detach the motor from the spindle shaft. Rotational inertia is formed by the free rotating parts depending on the weight of the chuck, the part, the flywheel, and the spindle shaft.
At this juncture, the friction welded procedure is occurring as described. It uses rotative inertia to generate heat if you bring the components together.
https://www.instagram.com/p/Bgop4-4hA9i/
Linear Welding
This procedure is similar to the inertia welding procedure. Rather than the movable chuck spinning, it swings back and forth in lateral movement. Throughout the whole welding procedure, the two workpieces are held under pressure.
In this process, the workpieces have high shear potency and involve more intricate machinery as compared to inertia welding. One advantage of this process is that it provides the capability to connect parts of any form (rather than only circular surfaces).
FSW (Friction Stir Welding)
It’s a solid-state connecting procedure used to join two facing workpieces using a non-consumable tool. Heat is produced by friction between the workpiece material and the spinning tool. It results in a mollified area at the interconnection.
As the device moves along the connection line, it blends with the mollified material of the two metal parts mechanically. Then, it forges the weld interconnection through mechanical pressure exerted by the tool. You can use friction stir welding in trains, shipbuilding, and airplanes.
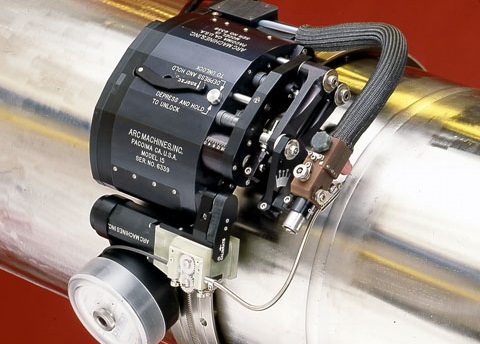
Orbital Welding
It’s similar to the rotational friction welding process. However, the two welded parts spin in a similar direction and velocity. Also, their axes compensate by up to 1/8 of an inch.
The parts return to the same axis when the weld cycle is accomplished and the spinning slows. When the materials re-solidify, the pressure of forging is maintained.
Direct Drive Welding
In this procedure, the spindle drive engine is firmly connected to the shaft. As the two parts are brought together, the motor carries on driving the spinning part, generating frictional heat.
Depending on a defined CNC program, the spindle constantly slows down when the welding procedure takes place. It stops the spindle at a specified point. If you need a particular orientation between the welded parts, this welding type is advantageous.
What are the Basics of Friction Welding?
It’s commonly called spin welding. Friction welding is a regulated machining procedure for connecting like and unlike combinations of metals. The main objective of friction welding is 100% weld over the entire joint interface.
It implies that, given the right materials, the interface or weld union strength equates to the base metals. The procedure results in a highly potent, nether-stress, and a little heat-affected area (HAZ).
Also, the weld has no porosity, and in numerous instances, it gets rid of the need for expensive pre-machining or tooling. Spin welding is an established procedure that began in the 1890s. It’s generally approved in many distinct industries and global markets.
Simply put! Friction welding is spinning one part against another attached part under pressure. This mechanism prepares and wipes the weld interconnection effectively. Also, it produces enough low temperature and frictional heat. With this, one of the materials becomes plastic at the interface.
The non-melting bonding procedure generates a fusion in the materials through the heat produced by the triggered scrubbing movement and the load that’s applied between the surfaces.
At this juncture, the spinning halts quickly and the parts are forged together.
What Metals Do You Use in Friction Welding?
You can connect numerous distinct metal types using friction welding. Several materials that you cannot connect using other welding techniques can be joined via friction welding. Even some dissimilar weld joints can be made using friction welding.
It’s because solid-state welding procedures don’t need fusion. Therefore, metal irreconcilableness encountered in the melted state isn’t a problem.
Common metals that you can join via friction welding procedures comprise:
- Numerous different steel types
- Diverse titanium alloys
- Aluminum alloys
- Copper alloys and many more
Where is it Used?
This technique is particularly helpful for sequential production. Somewhat high overhead cost is in equilibrium with a higher rate of production and lower labor requirements. The procedure has a couple of dimensions and hardware that can be adjusted easily.
Therefore, this welding technique also becomes helpful when it comes to the production of somewhat smaller components. Due to these benefits, friction welding has extensive application in the industry.
Usually, friction welding can be applied in the below industries:
Airplanes
Another benefit of friction welding is that you can connect dissimilar materials. It’s especially helpful in the aerospace industry. Here, it’s used to connect light aluminum to highly potent steels.
Usually, the large divergence in the two materials’ melting points makes welding using conventional techniques impossible and needs some mechanical joining. Spin welding offers a “complete strength” joint with no extra weight.
Nuclear Industry
The next common use of this type of bimetal connection is in this industry. Here, a bond of copper-steel is usual in the cooling systems of the reactor and the conveyance of cryogenic liquids. When it comes to connecting an alloy of aluminum to stainless steel and an alloy of materials high in nickel for containment vessels and cryogenic-fluid piping, spin welding is the best bet.

Automobile
The drive to produce more fuel-efficient cars has led to an increase in the use of aluminum in the automotive sector. Aluminum is lightweight and, therefore, saves weight. It also enhances recyclability if the cars are scratched.
FSW is increasingly being used to restore fusion welding approaches if aluminum alloys are used. The primary benefit of aluminum is minimal contortion. The procedure has been used in the fabrication of tail light panels.
Nonetheless, the approach hasn’t been used to manufacture aluminum tanks for heavy road transport of powders and liquids.
Thermoplastics
You can also use friction welding with thermoplastics. They act to metals under pressure and heat in a fashion analogous. The pressure and heat you use on these materials are much lower as compared to the metals.
Nonetheless, you can use the approach to connect metals to plastics with the metal interconnection getting machined. For example, you can utilize the approach if you’re connecting frames of eyeglasses onto the pins located in their hinges. The pressures and the lower energies you use allow you to apply a wide array of approaches.
- It can generate premium quality welds in a short time cycle.
- You don’t need filler material or flux.
- The welding machine is easy to operate.
- It has minimal surface impurities and oxide films.
- It doesn’t take so much time.
- The welding procedure can weld most of the usual metals. You can also use it to connect numerous combinations of unlike metals.
- This process produces enhanced welds at a cheap price and higher velocity than resistance butt welding. Also, it requires low levels of electric current.
- It has a small heat-affected area as compared to traditional flash welding.
- You don’t need to use a shielding gas, flux, or filler metal.
- It doesn’t produce slag that can lead to weld faults.
- It has less shortening of the components than in flash butt welding.
- In this welding process, you need somewhat costly machinery similar to a mechanical device.
- The procedure is limited to connecting round tubes or bars with a similar diameter.
- You cannot use this welding technique to weld non-forgeable materials or desiccated bearing (one of them should be tractable).
- It’s hard to weld free machining alloys.
- The welding gear and tools used in this procedure are expensive.
- If you want to develop even rubbing and heating, preparing and aligning the workpiece is crucial.

FAQs
Is friction welding strong?
Because a friction weld is stronger as compared to traditional welds, fewer raw materials are needed to accomplish similar fatigue and torque properties of the traditional part. It implies abatement in the cost and post-welding machining time of the two raw materials to get rid of additional material.
What is friction cold welding?
Cold welding is a usual but crucial phenomenon when it comes to metal cutting. It’s the outcome of the structural changes and tool-chip inter-diffusion when welding. The chilly welding layer with the under-layer and the device creates common grains.
Can you friction weld stainless steel?
Among the stainless steel types, austenitic stainless steel is the best option to use in friction welding. Presently, friction welding using stainless steel is widespread. And because friction welding isn’t time-consuming, defects on the metal are lessened without pre-heat and post-heat treatment.
Final Thoughts
Spin welding is a solid-state procedure that produces coalescence of materials via the heat procured from the sliding movement that’s mechanically-triggered between rubbing surfaces.
The workpieces are held together as a result of pressure. In this process, one part spins against the other to produce frictional heat at the joint. As soon as the right high temperature is attained, the rotational concept stops. Coalescence takes place if you apply extra pressure.
Featured Image: Daniel Steelman, Flickr licensed under Public Domain Mark CC 1.0